










Servicios Personalizados
Articulo
 pdf en Inglés
pdf en Inglés Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Permalink
PermalinkLatin American applied research
versión impresa ISSN 0327-0793
Lat. Am. appl. res. v.32 n.2 Bahía Blanca abr./jun. 2002
Low carbon steel sheets obtained by reactive annealing
C. R. Oldani and A. Alija
Departamento Materiales y Tecnología - FCEF y N -
Universidad Nacional de Córdoba , (5000) Córdoba (Argentina)
cr_oldani@yahoo.com
Abstract — This paper deals with the possibility of reducing carbon content by heat treatment in reactive atmospheres in order to improve plastic deformations properties of steel sheets. The heat treatment involves a decarburation annealing after a cold rolling, as opposed to the traditional process that performs the heat treatment in non-reactive atmospheres. Some of the most relevant variables were studied. For this, commercial hot rolling steel sheets were cold rolled with different grades of cold reduction (60%, 70% and 80%). The recrystallization temperature and the decarburation kinetics were determined by heat treatments performed at temperatures varying between 600 and 700ºC, for variable lengths of time up to 2 hours. The grain size evolution was monitored by metallography. In order to analyse the plastic properties of the treated sheets, the n and r coefficients were obtained by tension tests and the sheet texture was determined by X-ray diffraction.
Keywords — Cold Rolling, Decarburation, Drawability, Recrystallization.
I. INTRODUCTION
Steel sheets for press-forming are divided into two types, hot rolled steel and cold rolled steel. The development of cold rolled steel sheets with very good drawability has been in demand in the automotive industry for the last years. Actually the research in this field is going in the direction of producing steels with ultra low carbon (as Interstitial Free quality). It is well known that a very low carbon content produces better plastic deformation characteristics in drawing-quality steels (Mizui and Okamoto, 1990). However, the technique to obtain this kind of steels to improve formability make use of vacuum degassing, is very expensive and is not available for some steelmakers.
An alternative to obtain low carbon steels is by a decarburation heat treatment after cold reduction. The use of (N2+H2) atmospheres is known in the industry as the protective batch annealing atmospheres. If this atmosphere is wet, it reacts with the carbon in the steel and the carbon is eliminated by CO formation.
It was used commercial hot rolling steel (0.05%C) to study the decarburation and recrystalization kinetics. The sheets were cold rolled and heat treated in a reactive atmosphere.
The steel properties obtained by these processes were analysed. The treated steels have a good grain size and acceptable mechanical properties.
II. EXPERIMENTAL
A low-carbon aluminum-killed hot rolled steel sheet of commercial quality was investigated; the composition of which is given in Table 1. Samples in the form of 2- mm thick strips, were cut into rectangular shapes and were laminated. The cold rolling was done in a laboratory rolling mill that belongs to the CEMCOR-CIMM of INTI .
Table 1: Chemical Composition of Steel
Rectangular samples obtained from the cold rolled sheets (50x30 mm) were annealed with its length (rolling direction) parallel to the vertical axis of the reaction tube. The gases could reach the surface of all the samples. Before each run the samples were thoroughly cleaned and dried.
The samples were annealed in a vertical furnace. Three separate windings guaranteed that the samples, suspended in the middle of the reaction tube, were kept at a constant temperature within 4ºC. The decarburization gas used was a mixture of technical purity of 85%N2+15%H2. When the gas was used together with water vapor, it was passed through a saturator filled with distilled water maintained at a constant temperature of 30ºC. Under these conditions, the ratio H2O/H2 was ~ 0.3. This is less than the value at which temperatures of 600º, 650º,700º and 750ºC (Morris, 1989; Actis and Oldani, 1993). Before each experiment the whole apparatus was flushed with high purity nitrogen dried by passage through silica gel. The samples were put in the furnace, and, after the temperature had reached 450ºC in the hot zone, the nitrogen was switched off and the N2+H2 mixture was led into the reaction tube until the treatment time at temperature was completed. The N2+H2 mixture´s flow rate was maintained constant at about 5 l/min.
The furnace was heated at 350ºC/h and was cooled at 100ºC/h. When the time at annealing temperature was reached the samples were pulled up to the upper part of the reaction tube to be quickly cooled down. They were analyzed for carbon by a LECO equipment and were metallographicaly observed through its thickness. The grain size was mesured by the intersection method (ASTM E112). Vickers microhardness (load of 500g, HV500) was used to study the recrystalization process. The ratio of the (222)/(200) diffracted intensities was taken as a measure of texture "quality".
III. RESULTS AND DISCUSSION
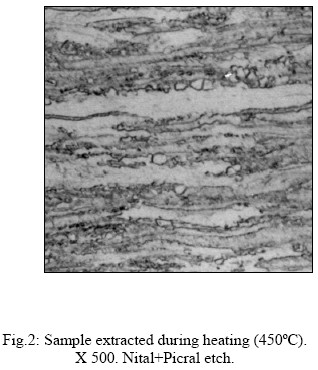
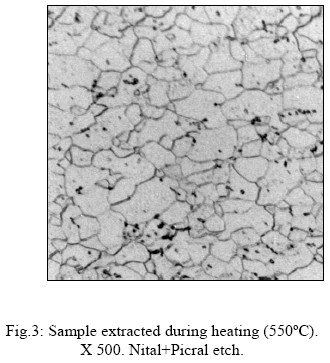
The recrystallization kinetics of the samples taken during the furnace heating was analysed by mean of Vickers microhardness variation, for the three grades of cold reduction (Fig.1). As it is seen, there were no significant differences between the three percentages of cold reduction. The recrystallization temperature was near 550ºC. Figure 2 and 3 show a partially and a totally recrystallized sample, of the 70% cold reduction sheet.
The decarburation kinetics results are shown in Fig.4. Very low carbon contents were obtained in the higher temperatures and 120-minutes heat treatments. As it can be observed, the decarburation process began during heating: when the samples reached the treatment temperatures the carbon content was less than the original. This suggests that for the 700º and 750ºC heat treatments the decarburation occurs principally in ferritic phase.
The knowledge of the recrystallization temperature leads to the conclusion that the decarburation process begins after the recrystalization of the cold rolled steel is completed, thus the decarburation has no influence on the final recrystallization texture.
In Fig.5 the grain size evolution during the heat treatments of the 70% cold reduction sheet can be observed. There are no significant differences between samples with different cold reduction percentage. From the drawability point of view, high values of n and r are beneficial (Lilet and Wibo, 1964) and this is related with a coarse grain structure. However, if the grain size is too big it will induce a coarse surface during forming as well as degrade formability. A grain size of ASTM 7 to 8 (32 to 22 µm) brings a good relation between drawability and superficial roughness (Taylor, 1990).
In Table 2, the mechanical properties obtained in samples with 70% of cold reduction and with a 700ºC / 2-hours heat treatment, are shown.
The mechanical properties were obtained with samples from the transverse direction except those for the r and n values that are an average of three directions: 0º, 45º and 90º.
A low Rf, high Rm and A%, high r and relatively low n are considered good drawability properties of a steel sheet. The yield point elongation must vanish because it is associated with the strain ageing of the steel. All the properties obtained are adequate except the low r and the high n values. The strain hardening exponent, which is related with the drawability properties (Lilet and Wybo, 1964), is a result of the low difference between the ultimate strength and the yield strength.
On the other hand, the low r value is related with the texture of the treated steel (Hutchinson, 1984). In Table 3, the results of the X-ray diffraction for a sheet with 70% of cold reduction heat treated at 700ºC/2 h, are shown.
For the relation between (111) and (100) intensities, it is obtained a value of
I(111) / I(110)= 0.305
According to Hutchinson, the r coefficient for this intensity ratio must be 0.4± 0.2 and the upper limit is near to the one obtained in this work (0.78). The inadequate texture that produces this low r value must be the product of a high coiling temperature after the hot rolling. The domestic steelmaking plants provide sheets with coiling temperatures in the order of 700ºC. This high temperature promotes the NAl precipitation during the coiling of the sheet and this is responsible of a main (100) texture (Mishra and Därmann, 1982; Kozeschnik et al., 1999).
IV. CONCLUSIONS
It can be concluded that:
- The optimum decarburation annealing heat treatment conditions are: 700ºC during 2 hours in a wet N2+15%H2 atmosphere, with a 30ºC dew point.
- There were no recrystallization, decarburation and grain-size differences between heat treated sheets with different cold reduction.
- In all cases a uniform grain structure with low grain growth was obtained.
- The recrystallization phenomenon occurs before the decarburation process, so, it does not affect the final preferred orientation (texture).
- The low r value is a result of an inadequate texture quality, and this is in correspondence with the high coiling temperature of the sheet after the hot rolling process. Acknowledgement The authors are grateful to CEMCOR-CIMM of INTI for providing of laboratory facilities.
REFERENCES
1. Actis F.., C. Oldani., " Fundamentos termodinámicos y cinéticos de la descarburación", XVII Jornadas Metalúrgicas de la SAM, Bariloche, Argentina, (1993).
2. Hutchinson W.B., "Development and control of annealing textures in low carbon steels", Int.Metals Rev, 29, 1, 25-42 (1984).
3. Kozeschnik E., V. Pletenev, B. Buchmayr, "Aluminum nitride precipitation and texture development in batch-annealed bake-hardening steel", Met.and Mat. Trans., 30 A, 1663-1673 (1999).
4. Lilet L., M. Wybo, "The effect of plastic anisotropy and rate of work-hardening in deep drawing", Sheet Met. Ind., 41, 450, 783 (1964).
5. Mishra S., C. Därmann, "Role and control of texture in deep-drawing steels", Int.Metals Rev, 27, 6, 307-319 (1982).
6. Mizui N., A. Okamoto, "The effect of carbon content on the mechanical properties of continuous-annealed Al-killed sheet steels", The Sumitomo Search, Nº44, 113-119 (1990).
7. Morris J., "The use of water in furnace atmospheres", Heat Treatment of Metals, 16, 2, 33-37 (1989).
8. Taylor B., "Formability of steel sheet", Metals Handbook 9th, 8, 548-570 (1990).
Received: November 15, 2000.
Accepted for publication: April 22, 2001.
Recommended by Subject Editor A. Cuitiño.
